製品情報 Products
ダイカスト

ダイカストとは
ダイカスト(Die Casting)とは、溶融金属を精密な金型に圧入することにより、 高精度で鋳肌の優れた鋳物をハイサイクルで大量に生産する鋳造方式の一種である。
ダイカストの金型は熱間工具鋼などで作られ、ダイカストマシンに取り付けて、 溶融したアルミニウム合金、亜鉛合金、マグネシウム合金などを圧入して鋳造する。 その工程はほぼ自動化されており、生産性の高い大量生産に適した鋳造方式である。 ダイカストは他の鋳物に比べて寸法精度が高く、強度も優れ、鋳肌が滑らかで美しく、 機械加工も少なくてすむ。 また、ダイカストという言葉は、その鋳造法だけでなくこの方法による製品を示すのにも用いられる。

当社の特色
卓越した金型技術が可能にする複雑形状。
お客様の自由な設計形状に対応した製品を安定供給いたします。
台湾・中国に提携工場を持ち、お客様の製品の形状の複雑さ、価格、デリバリー等を考慮して製造工場をご提案させていただいております。試作も承ります。
切削、石膏鋳造など、お気軽にご相談ください。
アルミニウム
ダイカスト材料の中で最も強度が高い。
亜鉛と比較して軽量であり、導電性、熱伝導性にも優れている。
耐食性が良好。加工性も容易ではあるが、鋳造性はやや劣る。

ウォークマンフレーム
表面処理:塗装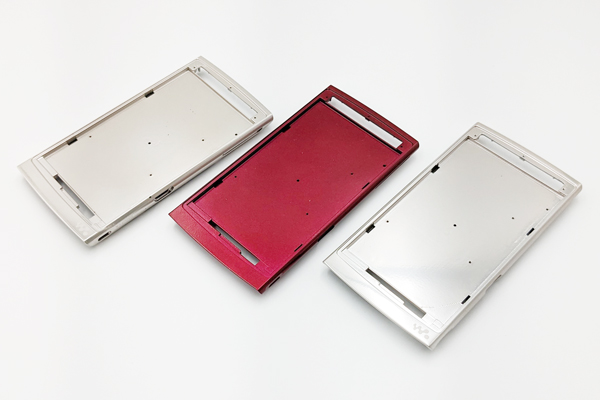
ウォークマンフレーム
表面処理:塗装
折りたたみ携帯キャビ
表面処理:塗装
製造フロー
-
STEP.01鋳造
溶融した金属材料を金型の中に射出することにより製品形状を得る
-
STEP.02ゲートカット
製品の余分形状であるゲート・オーバーフロー等を、プレス加工により一気に除去する
-
STEP.03バリ処理
金型合わせ面(P.L.)に発生するバリを、サンドブラストやバレル研磨、手加工にて除去する
-
STEP.04二次加工(機械加工)
ボス穴や金型に依らないアンダーカット形状などを、機械加工で作成する
-
STEP.05バフ加工
光沢や鏡面など、製品の要求する面仕上げまで研磨する
-
STEP.06化成処理
装飾や防錆処理として各種メッキや陽極酸化皮膜を施す
-
STEP.07塗装
-
STEP.08印刷
-
STEP.09検査
-
STEP.10出荷
マグネシウム
ダイカスト材料の中で最軽量であり、部品に同じ強度を持たせた場合はプラスチックより軽量になる。
耐食性に弱いので防食処理が必要である。

一眼レフカメラ
表面処理:塗装
一眼レフカメラ前ボディ
表面処理:塗装
一眼レフカメラ後ろボディ
表面処理:塗装
ポータブルCD機器蓋
表面処理:塗装
カメラ用望遠レンズの三脚座
真円度等高精度な加工を実現
表面処理:塗装
製造フロー
-
STEP.01鋳造
溶融した金属材料を金型の中に射出することにより製品形状を得る
-
STEP.02ゲートカット
製品の余分形状であるゲート・オーバーフロー等を、プレス加工により一気に除去する
-
STEP.03バリ処理
金型合わせ面(P.L.)に発生するバリを、サンドブラストやバレル研磨、手加工にて除去する
-
STEP.04二次加工(機械加工)
ボス穴や金型に依らないアンダーカット形状などを、機械加工で作成する
-
STEP.05化成処理
装飾や防錆処理として各種メッキや陽極酸化皮膜を施す
-
STEP.06塗装
-
STEP.07印刷
-
STEP.08検査
-
STEP.09出荷
亜鉛
アルミに次いで生産高が多く、他の合金に比較して肉薄で精密な精度が得られる。
微量不純物混入により、経年劣化することがある。鋳肌も良好で、光沢鍍金が容易に出来る利点がある。
100℃以上の温度のかかる機械部品などに使用することは不適当である。

外観フレーム
表面処理:鏡面光沢メッキ
他社の追従を許さないスライド技術で
量産を実現しました
グラスサウンドスピーカー用筐体
他社(日本国内)にて生産不可能な形状を高度な技術にて量産を可能にしました
表面処理:塗装
MP3プレーヤー用スイッチ部品
亜鉛ダイカストとPCのインサート成形
製造フロー
-
STEP.01鋳造
溶融した金属材料を金型の中に射出することにより製品形状を得る
-
STEP.02ゲートカット
製品の余分形状であるゲート・オーバーフロー等を、プレス加工により一気に除去する
-
STEP.03バリ処理
金型合わせ面(P.L.)に発生するバリを、サンドブラストやバレル研磨、手加工にて除去する
-
STEP.04二次加工(機械加工)
ボス穴や金型に依らないアンダーカット形状などを、機械加工で作成する
-
STEP.05化成処理
装飾や防錆処理として各種メッキや陽極酸化皮膜を施す
-
STEP.06塗装
-
STEP.07印刷
-
STEP.08検査
-
STEP.09出荷
技術情報
各ダイキャスト材料の物性 (参考値)
| ZDC2 | ADC10 | AZ91D | ||
| 引張強さ | MPa | 284 | 320 | 230 |
| 引張降伏応力 | MPa | 137 | 160 | 150 |
| 伸び | % | 10 | 3.5 | 3 |
| せん断強さ | MPa | 216 | 190 | 140 |
| 疲れ強さ | MPa | 47.6 | 140 | 97 |
| 密度 | Mg・m3 | 6.7 | 2.71 | 1.81 |
| 溶融温度 | ℃ | 381~387 | 535~590 | 470~595 |
| 熱伝導率 | (W*m-1*K-1) | 113 | 96 | 54 |
| 熱膨張係数 | ×10-5K-1 | 2.7 | 2.2 | 2.74 |
| 電気伝導率 | (Cuを100として) | 26 | 23 | 10 |
各ダイキャスト材料の組成
| ZDC2 | ADC10 | AZ91D | ||
| Al | 3.5~4.3 | 残部分 | 8.3~9.7 | |
| Cu | 0.25以下 | 2.0~4.0 | 0.030以下 | |
| Mg | 0.020~0.06 | 0.3以下 | 残部分 | |
| Fe | 0.10以下 | 1.3以下 | 0.005以下 | |
| Zn | 残部分 | 3.0以下 | 0.35~1.0 | |
| Mn | – | 0.5以下 | 0.15~0.50 | |
| Si | – | 7.5~9.5 | 0.10以下 | |
| Ni | – | 0.5以下 | 0.002以下 | |
| 微量不純物 | Pb | 0.005以下 | – | 0.02以下 |
| Cd | 0.004以下 | – | ||
| Sn | 0.003以下 | 0.2以下 | ||
